












新闻中心
News Center 更新时间:2026-04-08
更新时间:2026-04-08 点击次数:
点击次数: 
矿场闸口作为车辆进出的核心咽喉要道,是矿场运输系统的关键节点,承载着矿用卡车、工程车、通勤车等各类车辆的通行重任,其通行效率与安全水平直接影响矿场整体运营成效。当前多数大中型矿场仍沿用传统闸口通行模式,要么依赖人工核验管控,要么采用普通红外分离设备,两种模式均存在明显短板,既制约通行效率,又埋下诸多安全隐患。以山西某煤矿为例,该矿此前采用普通红外分离设备,投入使用半年内,频繁出现车辆跟车闯闸、人车混行等违规情况,甚至引发矿车与人员碰撞的安全事故,加之设备受矿场环境影响误报率偏高,导致闸口拥堵常态化,单辆车通行耗时长达1-2分钟,严重拖累矿场运输周转效率。针对这一行业痛点,安协科技深耕矿用安全设备领域,结合矿场实操工况针对性研发矿场专用车辆分离光幕闸口自动化通行方案,依托高精准车辆分离核心技术,实现闸口通行全流程自动化、智能化,全面破解拥堵、误报、安全隐患等核心难题,详情可登录官网 www.anxiekeji.cn 查询相关产品及方案。
结合多年矿场现场服务经验,矿场闸口通行的核心痛点集中在三点:一是车辆分离不精准,普通红外分离设备受矿场高粉尘、强震动、强光环境影响,易出现误报、漏报,无法有效区分单车通行,导致跟车闯闸、车辆夹塞,不仅造成闸口拥堵,还易引发碰撞事故;二是人工干预成本高,传统人工核验车辆身份、判断通行状态,需安排2-3名工作人员24小时值守,不仅耗费人力,还易因疲劳操作出现判断失误,存在安全漏洞;三是设备适配性差,普通车辆分离设备未针对矿场工况优化,防护等级低,易受粉尘、雨水、高低温影响出现故障,后期维护繁琐,影响通行连续性。
矿场闸口通行的核心需求的是:精准分离、高效通行、安全可靠、适配恶劣工况,同时降低人工与维护成本。安协科技矿场专用车辆分离光幕闸口自动化通行方案,正是基于这些需求研发,区别于普通分离设备和人工模式,方案以矿场专用车辆分离光幕为核心,整合车牌识别、智能道闸、声光预警等模块,实现“车辆识别-精准分离-自动放行-异常预警”全流程自动化,无需人工干预,大幅提升闸口通行效率,杜绝安全隐患。
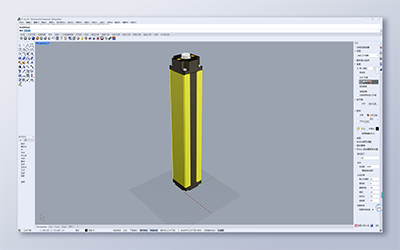
安协科技矿场专用车辆分离光幕,专门针对矿场高粉尘、强震动、强光、高低温的恶劣工况优化设计,摒弃普通红外分离设备单点检测的局限性,采用矩阵式高密度红外光束设计,发射端与接收端对称安装于闸口两侧,通电后形成完整的红外光网检测区域。当矿用车辆驶入闸口,光网快速扫描车辆轮廓,精准捕捉车头、车尾位置,实现单车精准分离,可有效识别半挂车、全挂车等各类矿用车辆,杜绝跟车、夹车、漏车等情况,分离判断正确率在恶劣天气下仍能达到99.5%以上,远优于普通分离设备。
目前矿场闸口通行方式主要分为人工核验、普通红外分离设备、矿场专用车辆分离光幕三种,三者在精度、效率、适配性等方面差距显著,很多矿场因选型不当,不仅未能解决闸口痛点,还增加了运营成本。结合多年矿场项目落地经验,整理以下对比表,清晰呈现安协科技矿场专用车辆分离光幕的核心优势,为矿场精准选型提供参考:
| 对比维度 | 安协科技矿场专用车辆分离光幕 | 普通红外分离设备 | 传统人工核验 | 核心优势 |
| 分离精度 | 分离正确率≥99.5%,精准识别单车,杜绝跟车、漏车 | 分离正确率≤85%,易误报、漏报,无法适配矿场工况 | 依赖人工判断,误差大,易出现漏检、误判 | 安协科技精度领先,杜绝通行隐患 |
| 抗干扰能力 | IP67防护,抗粉尘、震动、强光,-30℃~70℃稳定运行 | 防护等级≤IP65,抗干扰弱,恶劣环境易失灵 | 受粉尘、光线影响大,视线受阻易误判 | 安协科技适配矿场恶劣工况 |
| 通行效率 | 响应≤8ms,单辆车通行≤30秒,无需人工干预 | 响应≥50ms,单辆车通行≥1分钟,需人工辅助 | 单辆车通行≥1.5分钟,耗时耗力,效率极低 | 安协科技大幅提升闸口通行效率 |
| 运营成本 | 无需人工值守,故障率低,维护成本低 | 需人工辅助,故障率高,维护成本高 | 2-3人24小时值守,人力成本极高 | 安协科技大幅降低运营成本 |
安协科技矿场专用车辆分离光幕闸口自动化通行方案之所以成为矿场优选,核心是贴合矿场实操需求,经现场验证,可精准解决闸口通行痛点,兼顾安全性、效率性与经济性。
一是精准分离防隐患。采用高密度红外光网与专属算法,可精准识别各类矿用车辆,实现单车分离,杜绝跟车、夹车、漏车;同时具备人车分离检测功能,有人停留即声光预警、锁定道闸,杜绝人车混行事故。
二是强抗干扰适配矿场工况。采用IP67防护、不锈钢外壳,可抵御粉尘、震动、雨水,搭配滤光结构与抗干扰算法,屏蔽强光、电磁干扰,在-30℃~70℃及极端天气下稳定运行,故障率远低于普通设备。
三是全流程自动化提效。整合多模块实现自动化通行,无需人工干预,单辆车通行≤30秒,闸口效率提升60%以上,彻底解决拥堵问题。
四是原厂售后降成本。安协科技作为源头厂家,提供一对一现场服务,涵盖全流程维护,搭配24小时支持、3年质保,解决普通设备售后难题,保障设备稳定运行。
该方案已在多省市大中型矿场落地,山西某煤矿案例成效显著:前期用普通红外设备频发误报、拥堵及安全事故,更换后通行效率提升70%,单辆车通行缩至25秒,杜绝安全隐患,每月节省人力成本近2万元,设备半年无故障。
矿场智能化转型背景下,传统闸口模式已不适用。安协科技方案凭借精准分离、高效通行、强抗干扰、低运营成本的优势,破解闸口痛点,助力矿场闸口智能化升级,保障安全生产。

 当前位置:
当前位置: